-
精密非標部品のオーダーメーカーに専念します
無料オーダーメイド開放の専属価値
電話

無料オーダーメイド開放の専属価値
電話
必要に応じて1対1の量を注文して作ってください

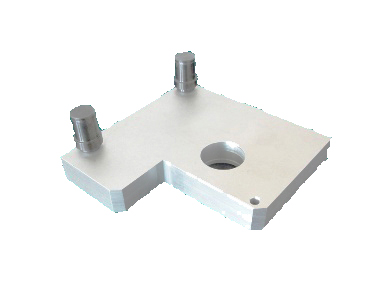
専門研究開発設計チームは、15年以上の吸塑業界の経験を持って、各種類のハイエンド、複雑、難度の高い製品に解決案を提供します。ガーデン式の独立工場はクリーン生産工場を採用し、全自動高速生産設備を複数備えており、原材料の30%以上を節約できます。
EOS検査システムを採用して、生産過程でマイクロメーター測定、スケール測定、レーザー塵、粒子計算器などの測定ツールを使用しています。各製品の正確さを保証します。ISO 9001国際品質システムに従って厳格に生産しています。生産設計、来料検査、製品初回検査、抜き取り検査、出荷検査などの一環から。お客様の製品品質要求を保証します。
プラスチックトレーの材質はPVC、PET、PS、PP、PET-G、PVCのビロード、PSのビロードと導電、静電気抵抗などを含みます。在庫が十分で、お客様のニーズを満足させて、新業界の新業務の新製品がプラスチックの包装に対する需要に迅速に影響します。
専門のカスタマーサービスチームを持っています。お客様に定期的に電話で訪問します。同時に総経理のクレームホットラインを設けて、全方位に解決します。星輝機械製品は欧米、日韓及び香港、マカオに輸出されています。600社以上のパートナーはIT、電子、医薬衛生、食品、精密機器、化粧品、玩具などの業界に広く応用されています。

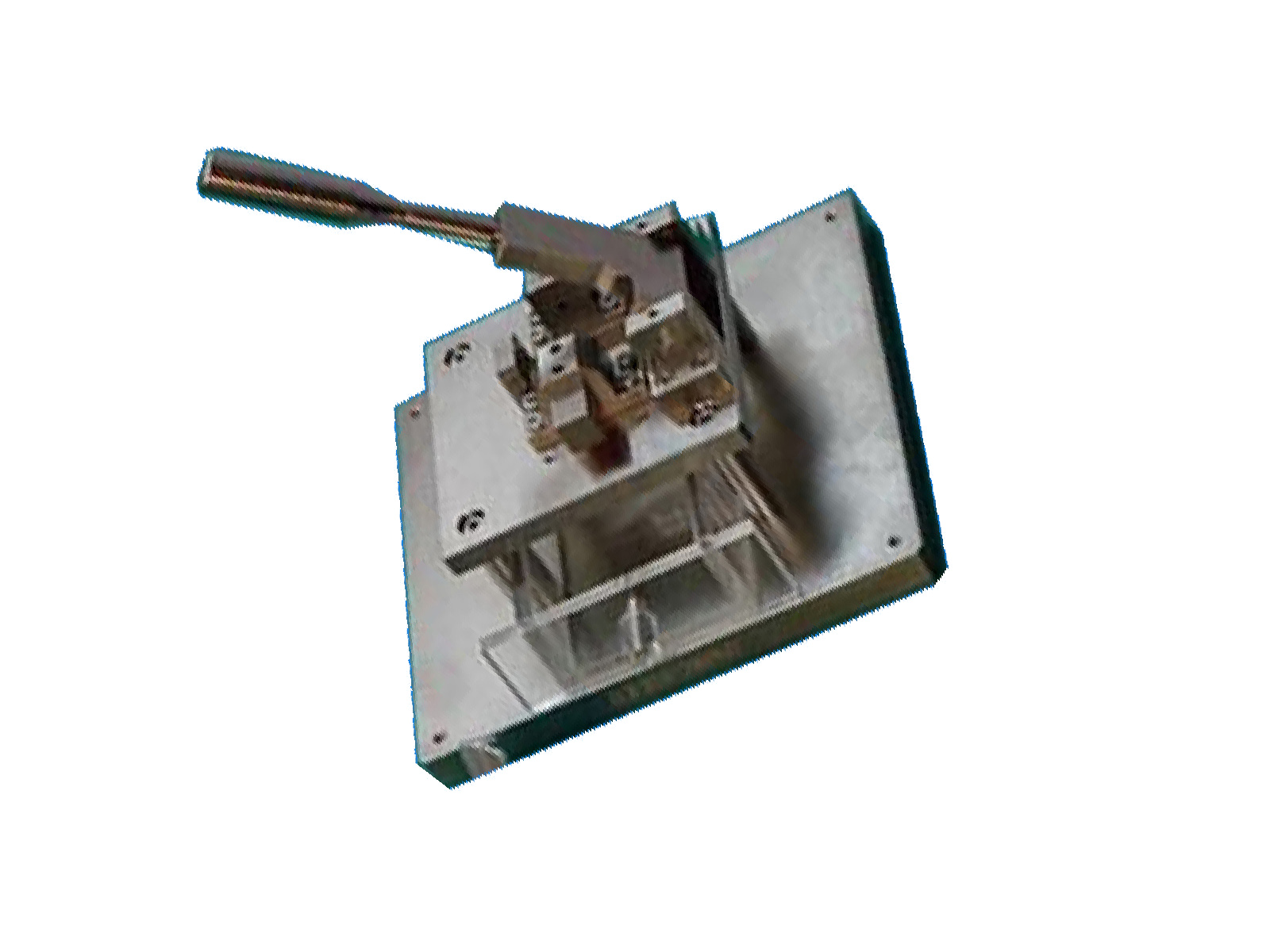
深セン市星輝精密機械製造有限公司はAI/SML精密原工所の模造部品、精密金属部品、治具、非標部品の設計と製造を専門に行っています。会社は「技術は発展を求め、品質は生存を求める」を目的として、「革新、発展、実務、奮闘」を経営理念と完璧な管理体制の指導にして、TWの先進的な鍛造技術、製造プロセス、厳格な品質管理システムを導入して、お客様と市場を勝ち取りました。互恵の戦略を尊重し、絶えず最適化する。

CNC加工,即计算机数控加工,是一种利用计算机来控制加工机床进行自动化加工的技术。相比传统加工方式,CNC加工具有以下几个特点: 高精度:CNC加工可以实现高精度的加工,可达到亚毫米甚至更高的精度要求......
【more】
模具配件加工工艺流程主要包括以下几大部分: 1.材料选择与加工准备:通常采用灰口铸铁、合金灰铸铁、球墨铸铁、合金球墨铸铁、铸造空冷合金钢、锻造合金空冷钢和锻造高合金钢等。对于具体的模具配件,比如前模仁......
【more】大型机械加工厂的非标精密机械零部件加工生产过程中,虽然有很多小技巧不显眼,但如果你能了解和掌握这些小技巧,你会事半功倍!下面介绍一些非标精密机械零件加工中常用的小技巧,让大家一起了解一下: 1.非......
五金冲压模具选材是整个五金冲压模具制造过程中非常重要的一个环节。 五金冲压模具选材需求满意三个准则,五金冲压模具满意耐磨性、强耐性等作业需求,五金冲压模具满意工艺要求,一起五金冲压模具应满意经济适......
电火花加作业为一种特种精细加工技能,近年来得到了迅速的开展。特别是慢走丝线切开加工,已经成为模具制造和金属加工职业必不可少的加工手法。线切开技能的开展,离不开电极丝技能的同步开展。因为线切开机的切......
1 导言 慢走丝线切开机床应用广泛而又重要,在塑料模、精细多工位级进模的生产加工进程中,能确保得到良好的尺度精度,直接影响模具的装配精度、零件的精度以及模具的运用寿命等。因为加工工件精度要求高,因......
2:加工操控技能─在转角及圆弧加工操控具有加工参数自动调整功用,将铜线在转角及圆弧区域时的过切崩角量减至最小,得到转角及圆弧的最佳精度。 ...
电极丝张力张紧设备,现有的慢走丝...

電話
0755-85281001