-
Manufacturer of Precision Non-standard Components
Free customization blooming exclusive value
Tel

Free customization blooming exclusive value
Tel
Hot Keywords: CNC Machining Turning Welding Parts Die Accessories Mechanical Parts
One-to-one tailor-made on demand

Professional R&D and design team, more than fifteen years of experience in the plastic industry to provide solutions for all kinds of high-end, complex, difficult products. Garden-style independent plant, dust-free production plant, with a number of fully automatic high-speed production equipment, can save more than 30% of raw materials, for difficult and complex high-coefficient products for production.
EOS detection system is adopted, and micrometer measurement, vernier measurement, laser dust, particle calculator and other measuring tools are used in the production process. Guarantee the accuracy of each product. Strict production in accordance with ISO 9001 international quality system. From the production design, incoming material inspection, product first inspection, spot inspection, shipment inspection and other links. Guarantee customer's product quality requirements.
Plastic-absorbing tray materials include PVC, PET, PS, PP, PET-G, PVC flocking, PS flocking and conductive, antistatic, etc. Adequate inventory to meet the needs of different customers, can quickly affect the new business of the new industry, new products on the demand for plastic packaging.
Have a professional customer service team, regular telephone calls back to customers, and set up a complaint hotline for the general manager to solve your worries in all directions. Xinghui Machinery Products are exported to Europe, America, Japan, Korea, Hong Kong, Macao and Taiwan, with more than 600 partners. They are widely used in IT, electronics, medical and health, food, precision instruments, cosmetics, toys and other industries.

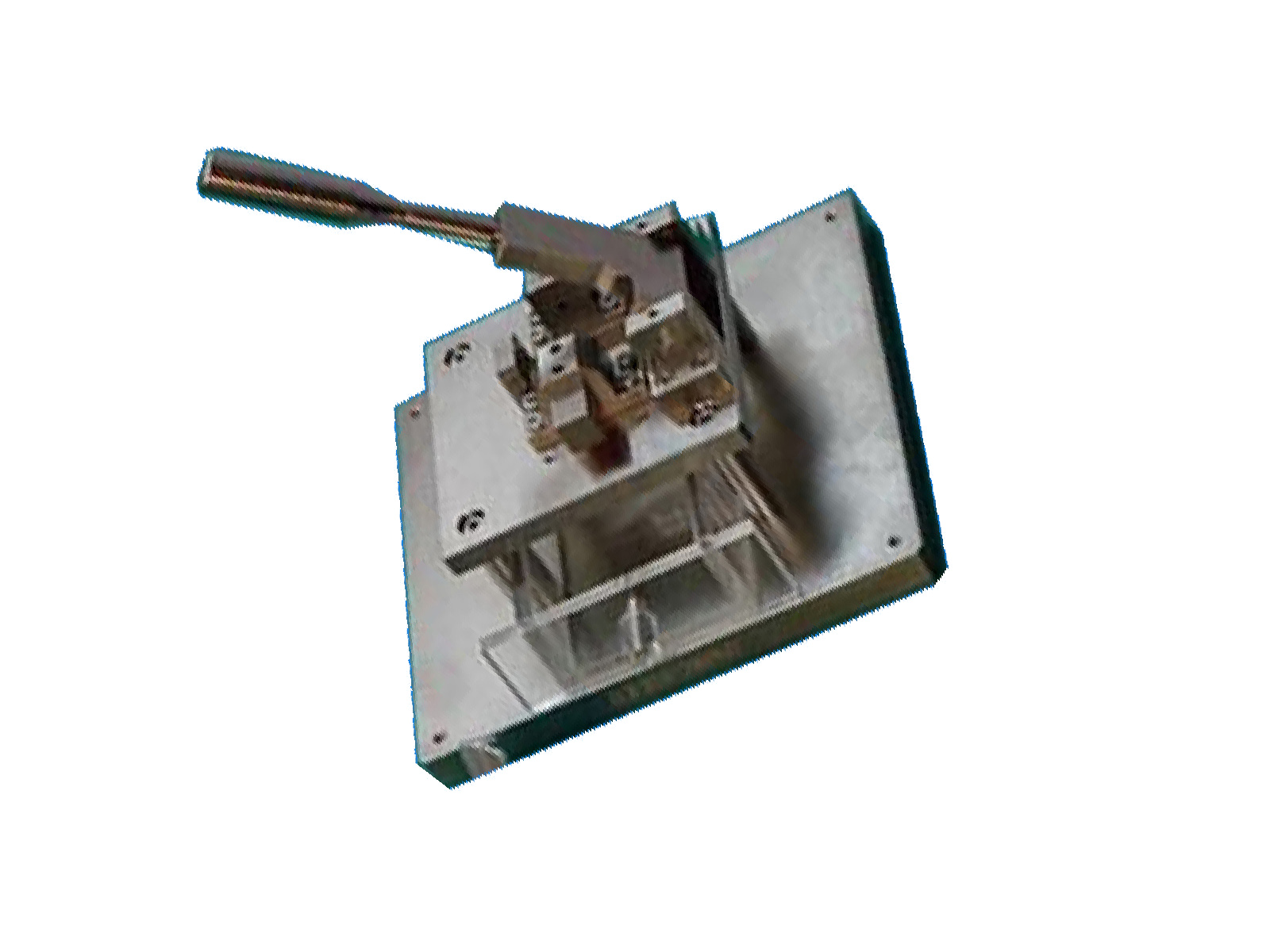
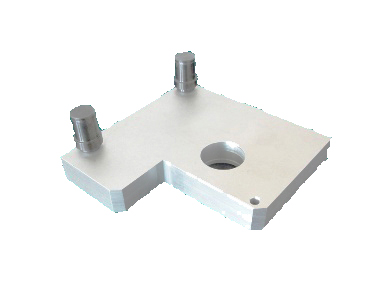
Shenzhen Xinghui Precision Machinery Manufacturing Co., Ltd. is a professional manufacturer of AI/SML precision original factory imitation parts, precision hardware parts, fixtures, fixtures, fixtures, non-standard parts design and manufacturing company.
With the tenet of "technology for development, quality for survival", guided by the concept of "innovation, development, pragmatism and struggle" and the perfect management system, the company has won customers and markets by introducing TW's advanced forging technology, manufacturing process and strict quality control system (ISO 9001:2008 quality management system). Implementing the principle of customer first, implementing sincere cooperation, advocating the strategy of reciprocity and mutual benefit, and constantly optimizing.

CNC加工,即计算机数控加工,是一种利用计算机来控制加工机床进行自动化加工的技术。相比传统加工方式,CNC加工具有以下几个特点: 高精度:CNC加工可以实现高精度的加工,可达到亚毫米甚至更高的精度要求......
【more】
模具配件加工工艺流程主要包括以下几大部分: 1.材料选择与加工准备:通常采用灰口铸铁、合金灰铸铁、球墨铸铁、合金球墨铸铁、铸造空冷合金钢、锻造合金空冷钢和锻造高合金钢等。对于具体的模具配件,比如前模仁......
【more】大型机械加工厂的非标精密机械零部件加工生产过程中,虽然有很多小技巧不显眼,但如果你能了解和掌握这些小技巧,你会事半功倍!下面介绍一些非标精密机械零件加工中常用的小技巧,让大家一起了解一下: 1.非......
五金冲压模具选材是整个五金冲压模具制造过程中非常重要的一个环节。 五金冲压模具选材需求满意三个准则,五金冲压模具满意耐磨性、强耐性等作业需求,五金冲压模具满意工艺要求,一起五金冲压模具应满意经济适......
电火花加作业为一种特种精细加工技能,近年来得到了迅速的开展。特别是慢走丝线切开加工,已经成为模具制造和金属加工职业必不可少的加工手法。线切开技能的开展,离不开电极丝技能的同步开展。因为线切开机的切......
1 导言 慢走丝线切开机床应用广泛而又重要,在塑料模、精细多工位级进模的生产加工进程中,能确保得到良好的尺度精度,直接影响模具的装配精度、零件的精度以及模具的运用寿命等。因为加工工件精度要求高,因......
2:加工操控技能─在转角及圆弧加工操控具有加工参数自动调整功用,将铜线在转角及圆弧区域时的过切崩角量减至最小,得到转角及圆弧的最佳精度。 ...
电极丝张力张紧设备,现有的慢走丝...

Tel
0755-85281001